
Четырехрожковые (К4)
1К4 радиусные
| Наименование |
H, м высота
|
В, м вылет
|
D, мм диаметр стопорного кольца
|
D, мм диаметр обечайки
|
m, кг расчетная
масса |
α, ° угол наклона к горизонту
|
β, ° разворот между рожками
|
|---|---|---|---|---|---|---|---|
| 1К4-1,0-1,0-О1-β | 1.0 | 1.0 | - | 140 | 39 | 5-75 | 0-180 |
| 1К4-1,0-1,0-О2-β | 1.0 | 1.0 | - | 180 | 40 | 5-75 | 0-180 |
| 1К4-1,0-1,0-О3-β | 1.0 | 1.0 | - | 230 | 42 | 5-75 | 0-180 |
| 1К4-1,0-1,0-Ф2-β | 1.0 | 1.0 | 0-180 | - | 33 | 5-75 | 0-180 |
| 1К4-1,0-1,0-Ф3-β | 1.0 | 1.0 | 0-180 | - | 34 | 5-75 | 0-180 |
| 1К4-1,0-1,0-Ф5-β | 1.0 | 1.0 | 0-180 | - | 35 | 5-75 | 0-180 |
| 1К4-1,0-1,0-Ф6-β | 1.0 | 1.0 | 0-180 | - | 36 | 5-75 | 0-180 |
| 1К4-1,5-1,5-О1-β | 1.5 | 1.5 | - | 140 | 55 | 5-75 | 0-180 |
| 1К4-1,5-1,5-О2-β | 1.5 | 1.5 | - | 180 | 56 | 5-75 | 0-180 |
| 1К4-1,5-1,5-О3-β | 1.5 | 1.5 | - | 230 | 59 | 5-75 | 0-180 |
| 1К4-1,5-1,5-Ф2-β | 1.5 | 1.5 | 0-180 | - | 46 | 5-75 | 0-180 |
| 1К4-1,5-1,5-Ф3-β | 1.5 | 1.5 | 0-180 | - | 47 | 5-75 | 0-180 |
| 1К4-1,5-1,5-Ф5-β | 1.5 | 1.5 | 0-180 | - | 49 | 5-75 | 0-180 |
| 1К4-1,5-1,5-Ф6-β | 1.5 | 1.5 | 0-180 | - | 50 | 5-75 | 0-180 |
| 1К4-2,0-2,0-О1-β | 2.0 | 2.0 | - | 140 | 69 | 5-75 | 0-180 |
| 1К4-2,0-2,0-О2-β | 2.0 | 2.0 | - | 180 | 70 | 5-75 | 0-180 |
| 1К4-2,0-2,0-О3-β | 2.0 | 2.0 | - | 230 | 72 | 5-75 | 0-180 |
| 1К4-2,0-2,0-Ф2-β | 2.0 | 2.0 | 0-180 | - | 61 | 5-75 | 0-180 |
| 1К4-2,0-2,0-Ф3-β | 2.0 | 2.0 | 0-180 | - | 62 | 5-75 | 0-180 |
| 1К4-2,0-2,0-Ф5-β | 2.0 | 2.0 | 0-180 | - | 63 | 5-75 | 0-180 |
| 1К4-2,0-2,0-Ф6-β | 2.0 | 2.0 | 0-180 | - | 64 | 5-75 | 0-180 |
| 1К4-2,5-2,5-О1-β | 2.5 | 2.5 | - | 140 | 82 | 5-75 | 0-180 |
| 1К4-2,5-2,5-О2-β | 2.5 | 2.5 | - | 180 | 83 | 5-75 | 0-180 |
| 1К4-2,5-2,5-О3-β | 2.5 | 2.5 | - | 230 | 86 | 5-75 | 0-180 |
| 1К4-2,5-2,5-Ф2-β | 2.5 | 2.5 | 0-180 | - | 73 | 5-75 | 0-180 |
| 1К4-2,5-2,5-Ф5-β | 2.5 | 2.5 | 0-180 | - | 75 | 5-75 | 0-180 |
| 1К4-2,5-2,5-Ф6-β | 2.5 | 2.5 | 0-180 | - | 76 | 5-75 | 0-180 |

Кронштейн радиусный 1К4-О
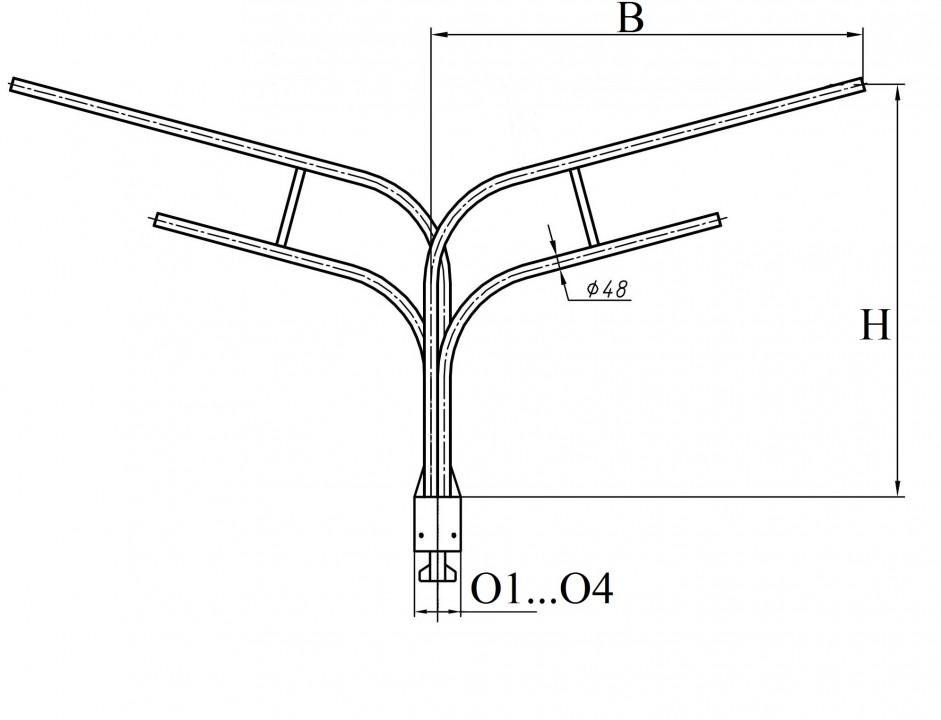
Схема кронштейна 1К4-О
2К4 угловые
| Наименование |
H, м высота
|
В, м вылет
|
D, мм диаметр стопорного кольца
|
D, мм диаметр обечайки
|
m, кг расчетная
масса |
α, ° угол наклона к горизонту
|
β, ° разворот между рожками
|
|---|---|---|---|---|---|---|---|
| 2К4-1,0-1,0-О1-β | 1.0 | 1.0 | - | 140 | 26 | 5-75 | 0-180 |
| 2К4-1,0-1,0-О2-β | 1.0 | 1.0 | - | 180 | 27 | 5-75 | 0-180 |
| 2К4-1,0-1,0-О3-β | 1.0 | 1.0 | - | 230 | 30 | 5-75 | 0-180 |
| 2К4-1,0-1,0-Ф2-β | 1.0 | 1.0 | 0-180 | - | 23 | 5-75 | 0-180 |
| 2К4-1,0-1,0-Ф3-β | 1.0 | 1.0 | 0-180 | - | 24 | 5-75 | 0-180 |
| 2К4-1,0-1,0-Ф5-β | 1.0 | 1.0 | 0-180 | - | 25 | 5-75 | 0-180 |
| 2К4-1,0-1,0-Ф6-β | 1.0 | 1.0 | 0-180 | - | 26 | 5-75 | 0-180 |
| 2К4-1,5-1,5-О1-β | 1.5 | 1.5 | - | 140 | 36 | 5-75 | 0-180 |
| 2К4-1,5-1,5-О2-β | 1.5 | 1.5 | - | 180 | 37 | 5-75 | 0-180 |
| 2К4-1,5-1,5-О3-β | 1.5 | 1.5 | - | 230 | 40 | 5-75 | 0-180 |
| 2К4-1,5-1,5-Ф2-β | 1.5 | 1.5 | 0-180 | - | 33 | 5-75 | 0-180 |
| 2К4-1,5-1,5-Ф3-β | 1.5 | 1.5 | 0-180 | - | 34 | 5-75 | 0-180 |
| 2К4-1,5-1,5-Ф5-β | 1.5 | 1.5 | 0-180 | - | 36 | 5-75 | 0-180 |
| 2К4-1,5-1,5-Ф6-β | 1.5 | 1.5 | 0-180 | - | 37 | 5-75 | 0-180 |
| 2К4-2,0-2,0-О1-β | 2.0 | 2.0 | - | 140 | 44 | 5-75 | 0-180 |
| 2К4-2,0-2,0-О2-β | 2.0 | 2.0 | - | 180 | 45 | 5-75 | 0-180 |
| 2К4-2,0-2,0-О3-β | 2.0 | 2.0 | - | 230 | 48 | 5-75 | 0-180 |
| 2К4-2,0-2,0-Ф2-β | 2.0 | 2.0 | 0-180 | - | 41 | 5-75 | 0-180 |
| 2К4-2,0-2,0-Ф3-β | 2.0 | 2.0 | 0-180 | - | 42 | 5-75 | 0-180 |
| 2К4-2,0-2,0-Ф5-β | 2.0 | 2.0 | 0-180 | - | 43 | 5-75 | 0-180 |
| 2К4-2,0-2,0-Ф6-β | 2.0 | 2.0 | 0-180 | - | 44 | 5-75 | 0-180 |
| 2К4-2,5-2,5-О1-β | 2.5 | 2.5 | - | 140 | 63 | 5-75 | 0-180 |
| 2К4-2,5-2,5-О2-β | 2.5 | 2.5 | - | 180 | 64 | 5-75 | 0-180 |
| 2К4-2,5-2,5-О3-β | 2.5 | 2.5 | - | 230 | 67 | 5-75 | 0-180 |
| 2К4-2,5-2,5-Ф2-β | 2.5 | 2.5 | 0-180 | - | 60 | 5-75 | 0-180 |
| 2К4-2,5-2,5-Ф3-β | 2.5 | 2.5 | 0-180 | - | 61 | 5-75 | 0-180 |
| 2К4-2,5-2,5-Ф5-β | 2.5 | 2.5 | 0-180 | - | 62 | 5-75 | 0-180 |
| 2К4-2,5-2,5-Ф6-β | 2.5 | 2.5 | 0-180 | - | 63 | 5-75 | 0-180 |

Кронштейн угловой 2К4-О
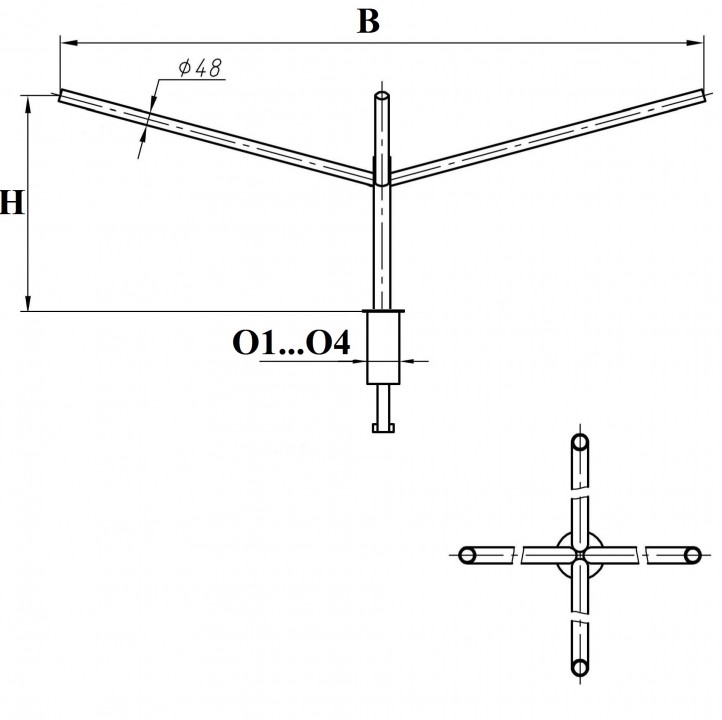
Схема кронштейна 2К4-О
В тех случаях, когда необходимо обеспечить разностороннее освещение объектов различного назначения, специалисты используют для монтажа осветительного оборудования четырехрожковые кронштейны. Такие изделия активно применяются для оснащения опор, установленных на разделительной полосе автомагистралей. Актуальны кронштейны с четырьмя рожками и при необходимости освещения открытых площадок: стадионов, парковок, АЗС и станций.
Преимущества металлоконструкций
Кронштейны данного вида производятся в нескольких модификациях. Чаще всего угол разворота рожков, расположенных попарно друг под другом, в таких конструкциях составляет 1800. Кроме этого, возможно размещение четырех рожков под углом 900, при котором существенно увеличивается радиус освещения.Устойчивость к внешним воздействиям
Во время эксплуатации кронштейн к4 подвергается воздействию климатических факторов: повышенной влажности, температурным колебаниям, ультрафиолета. Защитить изделия, выполненные из высококачественной стали, позволяют современные методы обработки. Самым надежным и экономичным способом является горячее цинкование, существенно увеличивающее срок службы изделий. Придать конструкциям декоративность позволяет обработка металла эмалью или порошковой краской.Высокое качество кронштейнов
Материалом для производства кронштейнов служит трубный прокат. Диаметр конструкции подбирается в соответствии с условиями проекта. Начальным этапом производства кронштейнов является подготовка заготовок, проводимая с использованием автомата плазменной резки. Для гибки радиусных моделей применяется специальный пресс. Сварка угловых кронштейнов производится на автоматической линии, гарантирующей высокое качество соединения.